
Habermann Aurum Pumpen has contributed significantly to the successful implementation of a new BF gas pipeline by providing large diameter valves of up to 3000 mm in size. The valves were custom-designed and manufactured to meet the project specifications, which included a Class A leakage rate and operating in temperatures as low as -40 degrees Celsius. Although it was a challenging task, we were able to successfully produce valves that functioned well under these extreme conditions. The primary objective of the project was to build up a new BF gas pipeline.

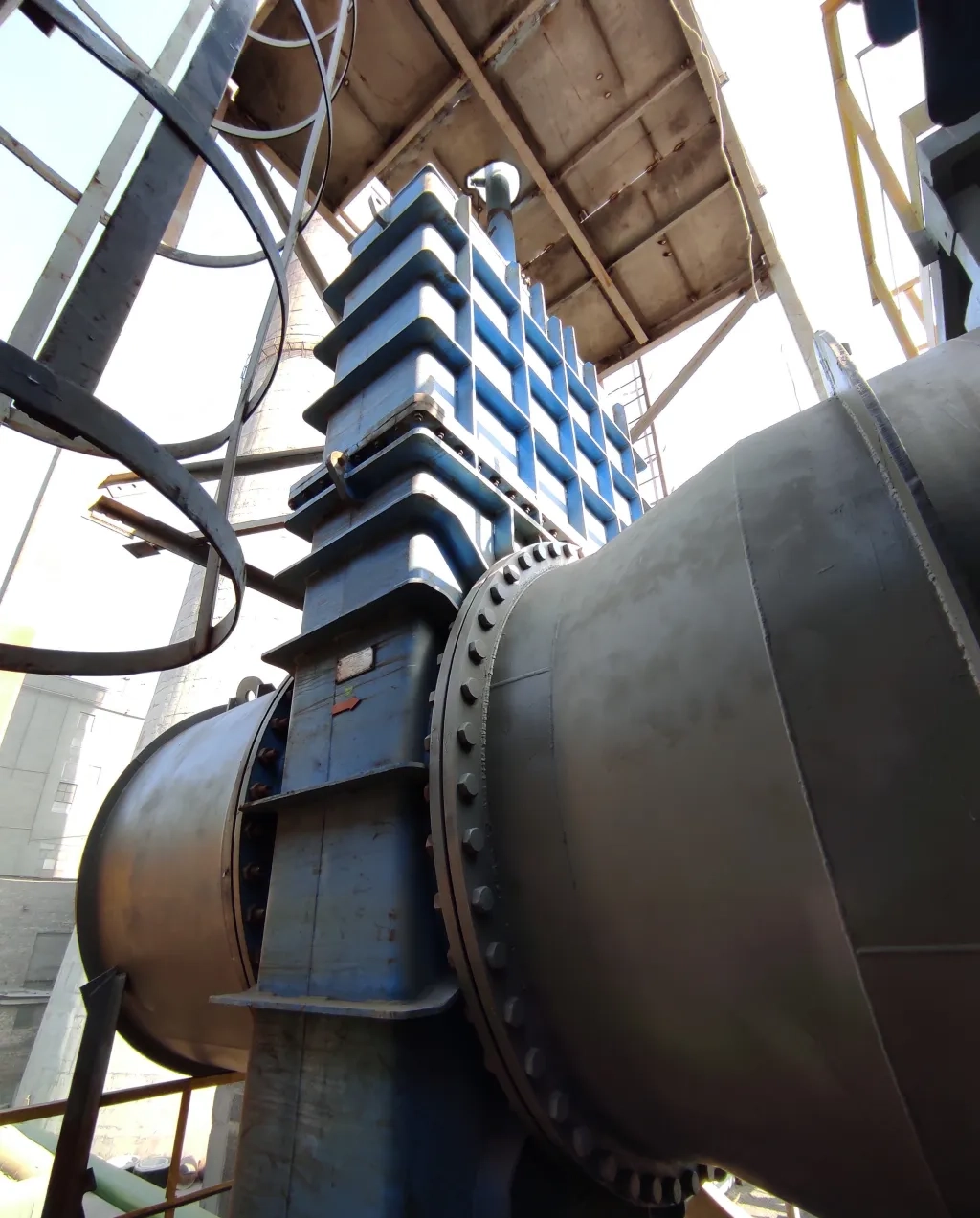
Open frame rotary goggle valves DN 1800-3000 mm




Working for Habermann Aurum Group
Our company speaks to serve all continents
Average lifetime of Habermann slurry pumps
is the oldest running pump in the factory
Where our pumps are in daily use
We are one of Germany's leading manufacturers of centrifugal pumps
 +49 234 / 893570-0
+49 234 / 893570-0 info@aurumpumpen.de
info@aurumpumpen.deWhy Habermann Aurum Pumpen?
Habermann Aurum Pumpen is one of the leading manufacturers of centrifugal pumps for handling solids-laden liquids. With almost 100 years of experience and an expertise of over 30,000 pumps in use worldwide in a wide range of industrial sectors, we have become part of the global economic system. Our product portfolio includes pumps and valves. Thanks to our in-house engineering, we are also able to solve technically demanding and complex tasks. Our fundamental goal is to develop the most durable and sustainable industrial pumps by combining decades of experience with the latest technology. Our pumps are used in mining and the mineral industry, raw material extraction and the energy industry, the steel industry, chemicals, pigment industry, tunnelling and special civil engineering.